
服務熱線:
138-2378-9927
服務熱線:
138-2378-9927

鄺先生:13823789927
電 話 :0755-27090593
傳 真 :0755-27090592
郵 箱 :moldfast@126.com
網 址:www.okay-valve.com
地 址 :深圳市寶安區燕羅(luó)街道朝陽 路北方永發科技園3棟3樓(lóu)
針閥式長處(chù)就是澆口處非常美麗,但(dàn)是實在發揮其針閥式效果的還要數時(shí)序針閥熱流道。
1.經過控製澆口(kǒu)打開時刻,確保(bǎo)腔型填(tián)充順暢及熔體活動(dòng)平衡,消(xiāo)除熔接痕。
大型注塑件的(de)注塑製造一(yī)般需求兩個(gè)或多個熱澆口才幹注滿。關於一(yī)般(bān)的熱澆(jiāo)注係統,在打針開(kāi)始(shǐ)時(shí)澆(jiāo)口(kǒu)便隨之(zhī)一同打(dǎ)開。這樣的進膠方法不可防止(zhǐ)地存在熔合缺點,即在兩股熔料前鋒集合時,因為兩股熔體不能完全熔為一(yī)體,而構成(chéng)熔合印跡,反應在(zài)製(zhì)品表麵上就是一般所說的熔接痕。盡管(guǎn)能(néng)夠經過前(qián)進熔料溫度、增大保壓壓力和調整注塑(sù)工藝(yì)參數等(děng)辦法進行改善(shàn),但實踐改善效果有限(xiàn)。
選用(yòng)針閥式熱流道技術來構建(jiàn)澆注係統,即可實現程序控製各閥澆口的打開和關閉,又可控製在榜首股熔體剛剛流過第二個閥澆口時,閥針打開,翻開第二個澆口(kǒu),此時可根據需求打開或許關閉榜首澆口,一貫進行下去直到一切澆口都被翻開和型腔被充(chōng)溢,使熔體完全熔合,得到無熔接痕製品。
2.運用該技(jì)術獲得的製件(jiàn)產品不會有殘留澆口痕跡,因此,可適用加工表麵質量要求較高的注塑件。
有些時分運(yùn)用閥澆口的原(yuán)因是因為閥澆口在製件上(shàng)的痕跡平滑,隻相當(dāng)於(yú)一個頂出銷所留傳的(de)痕跡,所以它與匿伏式澆口和其他類型熱流道(dào)端部痕跡比較要小得(dé)多。
3.更有用(yòng)的控製保壓和成型周期。
針(zhēn)閥式熱流道(dào)能夠運用較大(dà)直(zhí)徑的澆口,可使熔體在模腔中(zhōng)的活動加速,然後縮短製件成形(xíng)周期,並能更好的保壓。
4.有用減少製品的內應力,前進製件(jiàn)穩定性。熱流道係統(tǒng)
如前所述,傳統熱澆注係統中兩股(gǔ)熔體活(huó)動(dòng)前鋒集合後會構成熔接痕,其結果不單隻影響製品外觀,一同(tóng)也容(róng)易在(zài)製件內部產生較(jiào)大的剩下(xià)內應力。這種應力會集現象將會下降製品(pǐn)的強(qiáng)度。假如選用閥澆口(kǒu)控製(zhì)技術控製熔體(tǐ)的進膠次第,能夠有用防止熔(róng)體活動前鋒的直接交匯,然後(hòu)防止了應力會集現象的產生,進而前進了製件的穩定性(xìng)。
此外,運用(yòng)針閥式熱嘴還可防止在開模(mó)時(shí)物料反吸及牽絲(拉絲)現象的出現。
熱嘴")
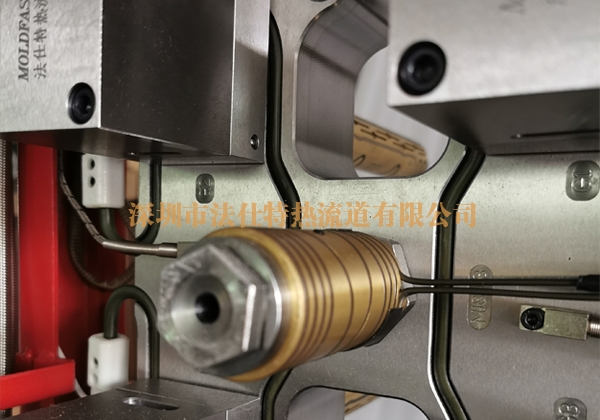
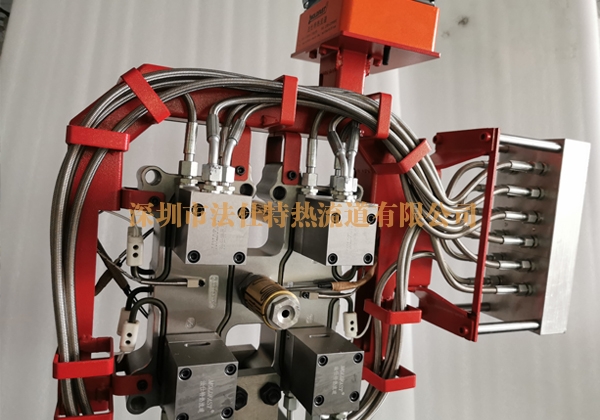
針閥式熱流道的閥針運動可經過彈簧控製,也可(kě)運用(yòng)氣(qì)壓(yā)或液(yè)壓等控製,其結構方法多種多樣。 關於汽(qì)車保險杠這樣的大(dà)型注塑件,咱們一般選用時序針閥熱流道。其穩定性較好,澆口的打開和關閉時刻控製也(yě)比較可靠。開放式(shì)熱流道




流道廠家批發(fā)")
