
服務熱線:
138-2378-9927
服務熱線:
138-2378-9927

鄺先生:13823789927
電 話 :0755-27090593
傳 真 :0755-27090592
郵 箱 :moldfast@126.com
網 址:www.okay-valve.com
地 址 :深圳市寶安區燕羅街(jiē)道(dào)朝陽 路北方永發科(kē)技園3棟3樓

在熱流道配件智能集成溫度控製係統技能發展到(dào)今(jīn)日,現已走過了很長一(yī)段時間,技能上也日趨老練。但是,熱流道配(pèi)件智能溫度控製對初學者來說仍是(shì)那麽陌生。初學者在安裝時常常留意每個組件的外觀和字麵(miàn)意思。上麵的結構忽略了溫度的重要因素。在當今日益先進的技能(néng),智能溫度控製係統集成技能現已(yǐ)從早期出生(shēng),現在逐步涉及到許多行業,從室(shì)內室內地熱,空間(jiān)恒溫(wēn),小如顯(xiǎn)卡(kǎ),主板,CPU、電源能夠看到“智能溫度控製技能,智能溫度控製領域的一個創新散(sàn)熱,智能溫度控製的新技能現已從各個(gè)製造商。

經過模流分析的(de)填充、變形、縮短、結合線與包風、壓力、冷卻、保壓、溫度分布等結果,迅(xùn)速從多個假想或初步暖流道設計方案中確認最佳的熱流道配件設計方案,避免因盲(máng)目設計而導致後(hòu)期重(chóng)複修模(mó)試(shì)模等動作,縮短成型周期、節約很(hěn)多成(chéng)本並徹底摒除因重複修模而導致模具報廢的風險。二、評(píng)價並優化產(chǎn)品熱流道配件設計方案:經過模流分析的填充、變(biàn)形、縮短、結合線與包(bāo)風、壓力等結果,判斷產品哪些區域需求增加補強筋(jīn)、調整外形設計、更改(gǎi)肉厚設計方案等。
熱流道配(pèi)件澆口尺寸的設計應考慮到塑料熔體的性質。型腔它是模(mó)具中成型塑料製品的空間(jiān)。用作構成型(xíng)腔的組件統稱為成型零件。各個成型零件常有專用(yòng)稱(chēng)號。熱流道配件構成製品外(wài)形的成型零件稱為凹模(又稱陰模),構成製品內部形狀(zhuàng)(如孔、槽等)的稱為型芯或凸模(又稱陽模(mó))。設計成型零件時首先要依據(jù)塑料的功能、製品(pǐn)的幾許形狀、尺寸公役和運用要求來確(què)認型腔的整體結構。其次是依據(jù)確認的結(jié)構挑選(xuǎn)分型(xíng)麵、澆口和排(pái)氣孔的(de)位置以及脫模(mó)方法。
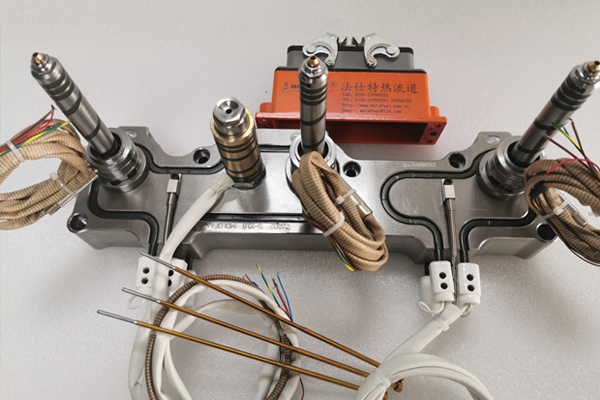
1、安裝前檢測(cè)板厚(hòu)度,熱流道配件一般要檢測四個板碼模(mó)板/分流板型(xíng)腔板/熱嘴固定板/A模。因為這些板模胚廠加工都會有餘量,我們檢測之後(hòu)心裏有底,經驗豐富(fù)的人可以算(suàn)出所需要的實際閥針長度。2、安(ān)裝前檢測噴嘴深度熱流道配件,氣缸深度,以下是幾種氣缸規格必須要熟(shú)知的幾個深度尺寸,熱嘴掛台到封膠位置深度,這個安裝開放式(shì)的也必熱流道須做的。3、安裝前檢測噴嘴角度。針閥式熱咀,客戶模(mó)具上角度必須比閥針(zhēn)角度大,除非(fēi)直升封膠。

大(dà)水口熱流道配件定製係統中塑料溶體有利(lì)於壓力傳遞,流道中(zhōng)的壓力損(sǔn)失較小,可(kě)大起伏下降(jiàng)注塑壓力和鎖模力,減小了注射和保(bǎo)壓(yā)時刻,在較小的注塑機上更容易成型長(zhǎng)流程的大尺寸塑性,可選擇(zé)較小的注(zhù)塑機削(xuē)減注塑機的費用,強化了注塑機的功能,改進了注塑(sù)工藝。大(dà)水口暖流道與雙分型(xíng)麵的(de)三板模(mó)比較,大水口熱流道係統內的塑料溶體溫度不易下降,保持恒濕,不需要像冷流道(dào)模具,以進步注射溫度來補償塑料溶體溫度的下降,所以熱流道配件內的塑料溶體更易流動(dòng)。


