
服務熱線:
138-2378-9927
服務熱線:
138-2378-9927

鄺先生:13823789927
電 話 :0755-27090593
傳 真(zhēn) :0755-27090592
郵 箱 :moldfast@126.com
網 址:www.okay-valve.com
地(dì) 址 :深圳(zhèn)市(shì)寶安區燕羅街道朝陽 路北方永發科技園3棟3樓(lóu)

一、塑料活動的操控,暖流道(dào)澆道尺度(dù)設計要合理。尺(chǐ)度太小充模壓力丟(diū)失過(guò)大,尺度太大則暖流道體積過大(dà),塑(sù)料在熱流道配件係統中停留時間過長,損壞材料性能而導致零(líng)件成型後不(bú)能滿意運用要(yào)求。對於零件分量相差懸殊的要進行澆道尺度設計(jì)平衡,否則就會出現有的零件充模保壓不夠,有的零件卻(què)充(chōng)模保壓過度(dù),飛(fēi)邊過大質量差等問(wèn)題。二、塑(sù)料溫度的操控,如果或許應盡量選擇具(jù)備(bèi)多區域別離控(kòng)溫的熱流道配件係統,以增加運用的靈活性及應變能力。在熱流道模具(jù)應用中塑料溫度的(de)操控(kòng)極為重要。
經過模流分析的填充、變形、縮短、結合線(xiàn)與包風、壓力(lì)、冷卻、保壓(yā)、溫度分布等結果,迅速(sù)從多個假想或(huò)初步暖(nuǎn)流道設計方案中確認最佳的熱流道配件(jiàn)設計方(fāng)案,避免(miǎn)因盲(máng)目設計而導致後期重複修模試模等動作,縮短成型周(zhōu)期、節(jiē)約很多成本並(bìng)徹底摒除因重複修模而導致模具報廢的風(fēng)險。二、評價並優化(huà)產品熱(rè)流道配件設計方案:經(jīng)過模(mó)流(liú)分析的(de)填充、變形、縮短、結合線(xiàn)與包風、壓力(lì)等結果(guǒ),判斷產品哪(nǎ)些區域需求增加補(bǔ)強(qiáng)筋、調整外形設計、更(gèng)改肉厚設計方案等。

1.主要原因,換料或換色的方法不(bú)當;熱流道配件(jiàn)規劃或(huò)加工(gōng)不(bú)合理(lǐ)導致內部存在較多的暖(nuǎn)流道停留料。2.處(chù)理(lǐ)對策(1)選擇正確的換料方法。暖流道係統換料、換色進程一般熱流道(dào)配件由新料直接推出流道內(nèi)的一切停留料,再把流(liú)道壁麵停留(liú)料向前整體移動,因而,清洗比較容易進行(háng)。相反,若新料粘度較低,就容易進入停留料中(zhōng)心,逐層別(bié)離停留料,清洗起來就較為費事。倘若新舊兩種料的粘度附近時,可通過加快新料打(dǎ)針速度來實現快速(sù)換料(liào)。若停留料粘度對溫度較為靈敏,可適當提(tí)高料溫來降低粘度,以加快換料進程。

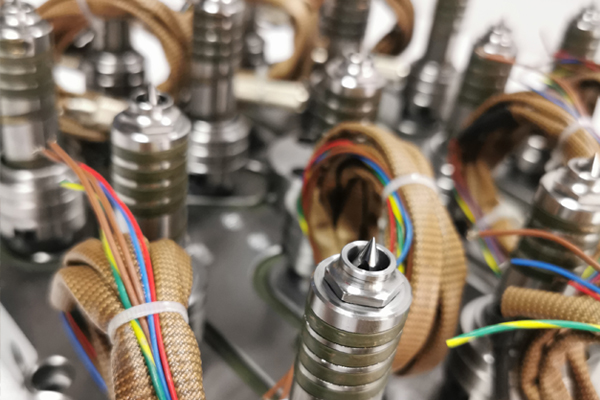
在注塑加工中,熱(rè)流道配件與模具配合(hé)運(yùn)用,並扮演著非常重要的角色(sè)。例如,在超薄件的注塑出產中(如手機電池蓋),經過運用熱流道配件能夠(gòu)很輕鬆地出產出高精度、高(gāo)質量的產品;關於流動性差的注(zhù)塑質料(如LCP),經過運用熱(rè)流道能顯著改進質料(liào)的(de)流動性,確保注塑出產順利進行(háng);關於一(yī)些大型(xíng)注塑件,如熱流道汽車的保險杠(gàng)和門板、電視機後殼、空調在多型腔的模具注塑中,缺(quē)乏熱流道根本就無法成型。可以說,熱流道(dào)是確保流道平衡的(de)最好技能。

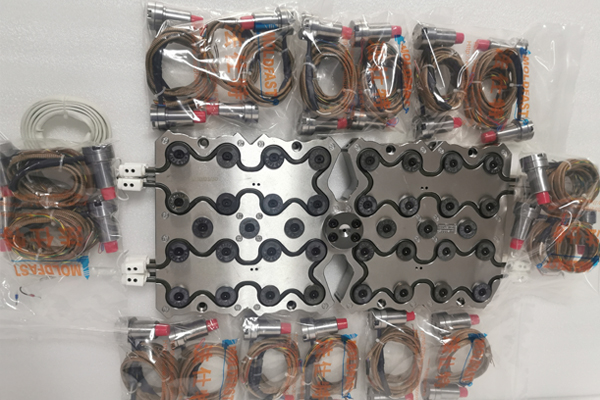
在理想(xiǎng)的情況下,流道選用對稱方法(fǎ)規劃,所(suǒ)有下(xià)行流道的流道長度都是共同的(de)。在選用多型腔模具或(huò)非對稱式模具的情況下,流道的長度及轉彎點按流(liú)道平衡的(de)概念具體規劃(huá),可確保良好的流道(dào)分(fèn)布。根本的特征類型有(yǒu)一模2腔、一模3腔、4腔H型、4腔X型等流(liú)道類型。組(zǔ)合(hé)為6腔、8腔、12腔、16熱流道配(pèi)件腔、24腔模(mó)等等。分流板內流道(dào)用於確保讓熔融的液體能夠以有用的方法進行安置。注塑模具使用熱流道配件一個重要的過程是熱流道(dào)的規(guī)劃。
熱流道配件注塑模具由動模(mó)和定模兩部分組成,動模安裝在注射成型機的移動模板上,定模安裝在注射成型機的固定模板(bǎn)上。在注射(shè)成型(xíng)時動模與定模閉(bì)合構(gòu)成澆注係(xì)統和型腔,開模時動模和定模分離(lí)以便取出塑料製品。為了削減繁重的(de)模具設計和製(zhì)作工作量(liàng),熱流道配件注塑模大多(duō)采用了規範(fàn)模架。模具的結構雖然因為塑料種類和(hé)性能、塑料製品的形(xíng)狀和結構以及注射機(jī)的類型等不同而可能千變萬化,但是基本結構是共同的。模具主要由澆注係統、調溫係統、成型零件和結構零件組成。
138-2378-9927
 |
| 手機站(zhàn) |

