
服務熱線:
138-2378-9927
歡迎來到深圳市法仕特熱流道有限公司(sī)官方網站!
服務熱線:
138-2378-9927

鄺先生(shēng):13823789927
電 話 :0755-27090593
傳 真(zhēn) :0755-27090592
郵 箱 :moldfast@126.com
網 址:www.okay-valve.com
地 址 :深圳市(shì)寶安區燕羅街道朝陽 路北方永發科(kē)技(jì)園3棟3樓

在注塑加工中,熱流(liú)道加熱圈與(yǔ)模具配合運用,並扮演(yǎn)著非常(cháng)重要的角色。例如,在超薄件的注塑出產中(如手機電池蓋(gài)),經過運用熱流道加熱圈能夠很輕鬆地出產出高精度、高質(zhì)量的產品;關於流動性差的注塑質料(liào)(如LCP),經過運用熱流道能顯著改進質料的流動(dòng)性,確保注塑出產順利進行;關於一些(xiē)大型注塑件,如(rú)熱流道汽車的保險杠和(hé)門板、電視機後殼、空調在多型腔(qiāng)的模具注塑中,缺乏熱流道根本(běn)就(jiù)無法成型。可以說,熱(rè)流道是確保流道平衡的最好技能。
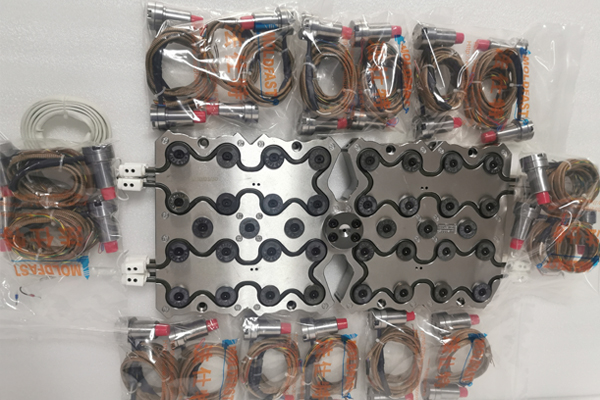
熱流道加熱圈閥針嘴作業原理(lǐ):1、澆口封閉——打針結束時,打(dǎ)針信(xìn)號消失,電磁閥斷(duàn)電,氣缸改變進(jìn)氣通道,使活塞帶(dài)動閥(fá)針向暖流道下運動,然後封(fēng)閉澆口,流道內的熔(róng)體始終保(bǎo)持熔融狀況(kuàng)而不會發作(zuò)溢料、流涎等現象(xiàng),型腔內熔(róng)體則逐漸冷卻固化,後得到(dào)所需的高品質製品。2、澆口開啟——打針信號傳遞給針閥嘴的電磁閥,進(jìn)而控製氣缸熱流道加熱圈的進氣通道,使得氣缸的活塞帶動閥針(zhēn)向上運動,然後打開澆口,塑料熔體從注塑機噴嘴經(jīng)主體流道、熱嘴本(běn)體流(liú)道而注入型腔。

經過模流分析(xī)的填充、變形、縮短、結(jié)合(hé)線與包風、壓力、冷(lěng)卻、保壓(yā)、溫度分布等(děng)結果,迅(xùn)速(sù)從多個假想或初步暖流道設計方案中確認最佳的熱(rè)流道加熱圈(quān)設計方案,避免因盲目設計而(ér)導致後期(qī)重複修模試模等動作(zuò),縮短成型周(zhōu)期、節約很多成本並徹底摒除因重複修模而導致模(mó)具報廢的風險。二、評價(jià)並優化產品熱流道加熱圈設計方案(àn):經過模流分析(xī)的填充、變(biàn)形、縮短、結合線與包風、壓力等結果,判斷產品哪(nǎ)些區域需求增加補(bǔ)強筋、調整外形設計、更改(gǎi)肉(ròu)厚設計方案等。

開放式熱流道加熱(rè)圈體係:結構(gòu)比較簡(jiǎn)單熱流道加熱圈,表麵質量差,對拆料的局限(xiàn)性(xìng)較高,比較簡單呈(chéng)現拉絲和熔液泄漏,國外應用比較少,因為同一模具上可以和針閥(fá)式混用,所以用的企業還是比較多的。針閥式熱流道體係:表麵(miàn)漂亮,節省資料,內部緊密,強度高熱流道,。針閥式(shì)其實也有兩種熱流道,氣缸式和繃簧式,這個前麵文章有介(jiè)紹。熱流道模具已被(bèi)成功地用於加工各種塑料資料。如PP,PE,PS,ABS,PBT,PA,PSU,PC,POM,LCP,PVC,PET,PMMA,PEI,ABS/PC等。

熱流道加(jiā)熱圈是一種對燃料油預先加熱或二次加(jiā)熱的節能設備及塑料消融流道恒溫加熱,它安裝在焚燒設備之前,實現對燃料油在焚燒前的加溫,使其在高溫(105℃-150℃)下達到降低燃料油的粘稠(chóu)度,促進充(chōng)分霧化焚燒等效果,最終達到節約能源的目的。原理是較厚的金屬處於交變磁場中時,會因為電磁感應現象而(ér)發生電流。而(ér)較厚的金屬其熱流道加熱圈發生電流後(hòu),電流會在(zài)金屬內部構(gòu)成螺旋形的活動道路,這樣因為電流活動而發生的熱量就都被金屬本身吸收了,會導致金屬很快升溫。
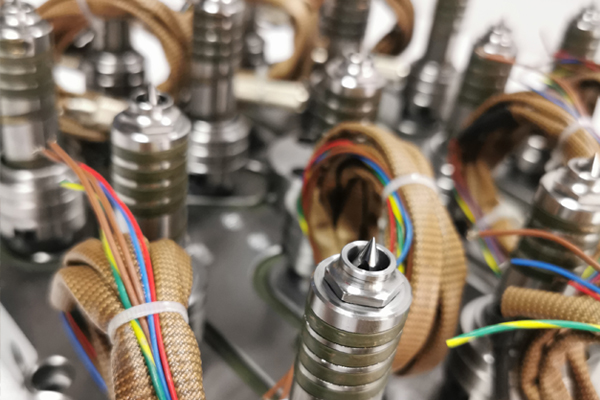
熱流道加熱圈加熱器組成部分,加熱棒由特殊生產工藝和優質的資料製成(chéng),經久耐用,保證了在嚴密熱流道加熱圈空(kōng)間內的高(gāo)效運(yùn)轉,即便在加熱外套溫度(dù)達700攝氏度時也可正常運轉。依照公製和國際規範製造,一切型號都以VDE0721質(zhì)檢要求為規範,可以滿意大部分(fèn)機器,工廠等使用加熱(rè)元件的需求,電熱管有必要通過高溫熱處理以消除鋼的機械張力,才幹較容易對電熱管進行曲折,加工成(chéng)型後的加熱條能手動的彎入流道槽,形狀(zhuàng)有多種:有加熱棒、加熱圈(quān)、螺旋式加(jiā)熱器(加熱盤條)等。

熱流道廠家批(pī)發")
