
服務熱線:
138-2378-9927
服務熱線:
138-2378-9927

鄺先生:13823789927
電 話 :0755-27090593
傳 真 :0755-27090592
郵 箱 :moldfast@126.com
網 址:www.okay-valve.com
地 址 :深(shēn)圳市寶安區燕羅街道朝陽 路北方永發科技(jì)園3棟3樓
注塑模具熱(rè)流道體係中的注塑壓力丟失不容忽視。許多(duō)注塑模具熱流道模具用戶有一種誤解:位於暖流道裏的塑料溶體始終是熱的(de),所以熱流道的注(zhù)塑壓力丟失比(bǐ)冷流道(dào)要小許多。注塑壓(yā)力問題剖析(xī)客戶可能關於熱流道體係的使用時不是很細致,其實不然(rán),為習慣(guàn)熱流道結構設計的需求,溶體(tǐ)在熱(rè)流道體係裏(lǐ)的流動間隔會大大添加,因此熱流道體係中的注塑壓力丟失也不可小窺。在實際應用中,由於熱流道體係中注塑壓力丟失過大,形成注塑(sù)成型困難的狀況是許多的。

1。在注塑模具熱流道熱嘴封膠方位和上台(tái)階方(fāng)位掃紅丹,與模具(jù)匹配。2。測試(shì)熱頭,然(rán)後將其拆下,查看(kàn)1級密封膠是否(fǒu)觸摸到紅丹,2級台階是(shì)否觸摸(mō)到模具。假如沒有(yǒu),請停止裝置並(bìng)查看過錯調整。保證緊密(mì)配合且無(wú)泄漏。在此過程(chéng)中小心不(bú)要碰傷尖端(duān)。3。測試代碼模板,查(chá)看平麵是否觸摸(mō)介子紅線,保證模板(bǎn)壓下分流板介子。4。裝置一切熱噴嘴,一起裝置中心墊、中心銷和防轉移銷。把紅鉛掃到它的表麵。5。安置注塑模具(jù)熱流道熱管嘴接線(xiàn),使其(qí)規整漂亮,並將每組線按順序編號。將線路連接到插座。

注塑模具熱流道模具有以(yǐ)下優點:(1)出(chū)產自動化(huà):消除後續工序,有利於(yú)出產自動化。製件經注塑模具熱流(liú)道模具成型後即(jí)為製品,無需修剪澆口及(jí)回收加工冷澆道等工序。有利於出產自動(dòng)化。現在有許多產品出(chū)產廠家均將熱流(liú)道與自動化結合起來以大幅度地(dì)進步出產效(xiào)率(lǜ)。許多先進的塑料成型(xíng)工藝是在熱流(liú)道技術基礎上發展起來的。如PET預(yù)成型製作,在模具中多色共注,多種(zhǒng)資料共注(zhù)工藝等。(2)縮短周期:製件成型(xíng)周(zhōu)期縮短,因沒有澆道係(xì)統冷卻時刻的約(yuē)束,製件成型固化(huà)後便可及時頂出。

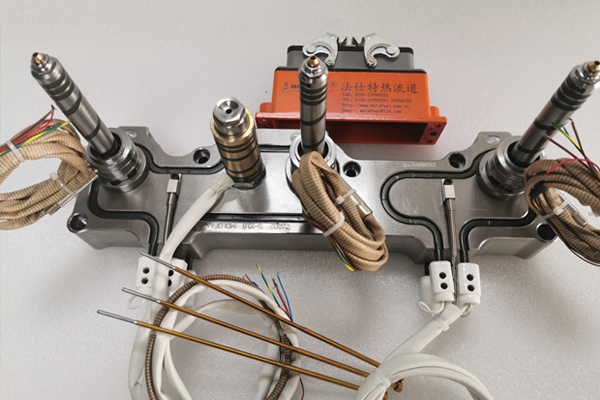
一。注塑(sù)模具熱流道體係塑料模具作業原理。單注(zhù)塑模具熱流道體係主要由單噴嘴、噴嘴頭、噴嘴銜接板、溫控箱體係等組成。單端熱流道(dào)體係塑料模具結構簡略。熔融的塑料被打針成型機打針到噴嘴的銜接板(bǎn)中。噴嘴到達噴嘴頭後,注入腔。二.閥門橡膠口熱流道體係塑料模具(jù)作業原(yuán)理。閥門橡膠(jiāo)口(kǒu)熱(rè)流道體係的塑料模具結構最為複雜,其結構與一般多頭熱流道體係的塑料模具結構相同。別的,增加了一套閥針傳動裝置,控製閥針的啟閉運動。傳動裝置相當於(yú)液壓缸。

1.主要(yào)原因(yīn),溫度操控不妥(tuǒ);注塑模具熱流道或澆口尺度過小引起較大剪切生熱;流(liú)道內的死點導致滯熱流道留料受熱(rè)時間過長。2.解決對策(1)修正澆口(kǒu)尺度。應盡量(liàng)防止流道死點(diǎn),在答應範圍內適當熱流道增大澆口直徑,防止過甚的(de)剪切生熱。(2)溫度的精確操控。為了能精確迅速(sù)地測定溫度波動,要使(shǐ)熱電(diàn)偶注塑(sù)模具熱(rè)流道測溫頭可靠地觸(chù)摸流道(dào)板或噴嘴壁,並使其坐落每個獨立溫控區的中心方位,頭部感溫點與流道壁間隔應不(bú)大(dà)於10mm為(wéi)宜,應(yīng)盡量使加熱元件在流道兩(liǎng)側均布。

圳熱流道廠家批發(fā)")
