
服務(wù)熱線:
138-2378-9927
服務(wù)熱線:
138-2378-9927

鄺先生:13823789927
電 話 :0755-27090593
傳 真 :0755-27090592
郵 箱 :moldfast@126.com
網 址:www.okay-valve.com
地 址 :深圳(zhèn)市寶安區燕羅(luó)街道朝陽 路北方永發科技園3棟3樓

什麽是熱流道係統體係呢,熱流道係統體係操(cāo)作都有(yǒu)哪些注意事項呢。塑膠注塑模具中為(wéi)了促進塑膠熔(róng)體在型腔中的流動,把主流道和分流道用適當的方法加熱,使塑(sù)膠一直保持熔融狀況,完成連續注塑的結構就是暖流道體係。暖流道體係(xì)的優缺點長處節約質(zhì)料,削減注塑週期,進步生產功率原材料百分百產品化,減二次料(liào)引起的不良進步產品品質(zhì)(壓力(lì),產(chǎn)品的內應力下降)延長模具(jù)壽數不需求(qiú)預留流道位,削減模具尺寸.容易定澆口位缺點模具成本上升保護保修需求專業人員模具設計要充分查驗

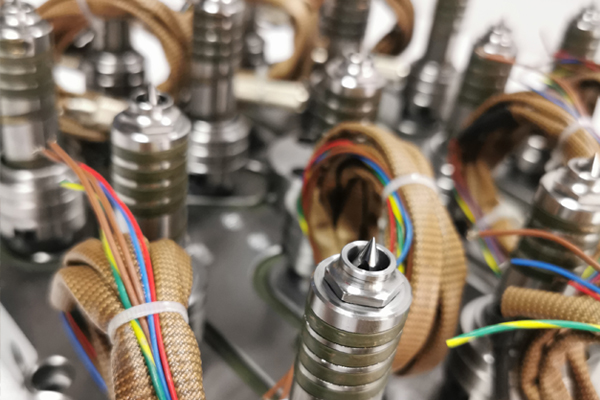
熱流(liú)道係統是一種對燃料油預先加熱或二次加熱的節能設備及塑(sù)料消(xiāo)融流道恒溫加熱(rè),它安裝在焚燒設備(bèi)之前(qián),實現對(duì)燃料油在焚燒前的加溫,使其在高溫(105℃-150℃)下達到降(jiàng)低燃料油的(de)粘稠度,促進充分霧化焚燒等效果,最終達到節約能源的(de)目的。原理(lǐ)是較厚的金屬處於交變磁場中時,會因為電磁感應現象而發(fā)生電流。而較厚的金屬其熱流道係統發生電流後,電流會在金(jīn)屬(shǔ)內部構成螺旋形的活動道(dào)路,這樣因為電流(liú)活動而發生的熱量就都被金屬本身吸收了,會導致金(jīn)屬很快升溫(wēn)。

1.主要原因,換料或換色的方法不當;熱流道係統規劃或加(jiā)工不合理導致內部存在較多的暖流道停留料。2.處理對策(1)選(xuǎn)擇正確的換料方法。暖(nuǎn)流道係統換料、換色進程(chéng)一般熱流道(dào)係(xì)統由新料直接推出(chū)流道內(nèi)的一切停留(liú)料,再把流道壁麵停留料向前整體移動,因而,清洗比較容易進行。相(xiàng)反,若(ruò)新料粘度較低,就容易進入停留料中心,逐層別離停(tíng)留料,清洗起來就較(jiào)為費事。倘若(ruò)新舊兩種料的(de)粘度附近(jìn)時,可通過加快新料打針速度來實現快速換料。若停留料粘度(dù)對溫度較為靈敏,可適當提高(gāo)料溫來降低(dī)粘度,以加快換料(liào)進程。

熱流道係統體(tǐ)係的(de)長處許(xǔ)多,所以會(huì)被許多廠家選用,在(zài)這裏分享熱流道係統體係的長處或長處。一、成型周期:許多用(yòng)熱流(liú)道模具出產的薄壁零件的成型周期不到5秒。這是由於轉輪體係的冷卻時刻沒有約束,零件成型(xíng)固化後可以及時推出。二(èr)是節省塑料原資料:事實上,在世界上(shàng)石油和塑料資料價格昂貴的(de)時代,國際上首(shǒu)要的(de)熱流(liú)道出產商(shāng)發展迅速。在純暖流道模具中由於沒(méi)有冷流道,所以沒有出產浪費。由(yóu)於熱流道技術是下降資料成本的有效途徑。
熱流道係統澆口(kǒu)尺寸的設計應考慮到塑料熔體的(de)性質。型腔(qiāng)它是模具中成型塑料製品的空間。用作(zuò)構成型腔的組件統稱為成型零件。各個成型零件常(cháng)有專用稱號。熱流道係統構成(chéng)製品外形的成型零件稱為凹模(又稱陰模),構成製品內(nèi)部形狀(如孔、槽等)的稱為型芯或凸模(又稱陽模)。設計成型零件時首先要依(yī)據塑料的功(gōng)能、製品的幾許形狀、尺(chǐ)寸公役和運用要(yào)求來(lái)確認型腔的整體結構。其次是依據確認的結構挑選分(fèn)型麵、澆(jiāo)口和排氣孔的位置以(yǐ)及脫模方法。

1。整理好模具,放下上模,用氣槍整理(lǐ)一切孔洞和模板(bǎn)。2。查看每個孔的尺寸和深度。去除(chú)模板上的毛刺(cì)。同時查看分閘板螺孔、中心釘、防轉(zhuǎn)銷孔是否(fǒu)加工結束。3。測試熱頭,然(rán)後將其拆下(xià),查看1級密封膠是否接觸到(dào)紅丹,2級台階是熱流(liú)道係統否接觸到模(mó)具。如果沒有,請中止(zhǐ)安裝(zhuāng)並查(chá)看過錯調整。保證(zhèng)緊密配合且(qiě)無泄(xiè)漏。在此過程中當(dāng)心不(bú)要碰傷頂級。4。查看分(fèn)流板(bǎn)與熱噴嘴的(de)配合(hé),保證一切分流板與熱流道係統熱噴嘴均接觸紅丹,無(wú)漏膠現象。
138-2378-9927
熱(rè)流道廠家批發") |
| 手機站 |

