
服務熱線:
138-2378-9927
服務熱線:
138-2378-9927

鄺先生:13823789927
電 話 :0755-27090593
傳 真 :0755-27090592
郵 箱 :moldfast@126.com
網 址:www.okay-valve.com
地 址 :深圳(zhèn)市(shì)寶安區燕羅街道朝(cháo)陽 路(lù)北(běi)方永發科技園3棟3樓

一般情況下,注塑模具熱流道排氣孔既可(kě)設(shè)在型腔內熔料流動的止境,也可設在塑模的(de)分型麵上。後者是在(zài)凹(āo)模一側開設深0.03-0.2mm,寬1.5-6mm的淺槽。此外,亦可使用注塑模(mó)具(jù)熱流道頂出杆與(yǔ)頂出孔的配合(hé)空隙,頂塊和(hé)脫模板與型芯的配合空隙等來排氣。它是在模具中開設的一種槽(cáo)形出氣口,用以排出原有的及熔料帶入(rù)的(de)氣體。熔料注入型腔時,原存於型腔內的空氣以及由熔體帶入的氣體在料流的止境通過排氣(qì)口向模外排出,不然將會使(shǐ)製品帶有氣孔、接不良、充模不滿,乃至積存空氣因受緊縮產生高(gāo)溫(wēn)而將製品燒。

誤區(qū)一(yī):注塑模具熱流道功率越大(dà)越好,電熱器電熱絲(sī)的電阻是根據設定的功率來選用的,功率越大,總電阻就越小。電熱絲(sī)的電(diàn)阻率有一(yī)個適(shì)當的範圍,假如電阻率過大過小,就需要很短或很長、很細或(huò)很粗的電熱絲,這(zhè)樣對大小功率的電熱器都有製造和使用的困難。誤區二:越薄越好,有的(de)客戶在選擇(zé)加熱器的時候一味要求薄,並以此作為判別廠家實力的標誌。其實在(zài)不要求功率與使用(yòng)壽命的情況下厚度隻要0.5的注塑模(mó)具熱流道加熱器也能夠做的,僅僅工(gōng)序複雜一點罷了。
1、加熱過程不當或溫度控製不均(jun1)勻引起的熔體走漏。 在加熱過程中,假如噴(pēn)嘴加熱速率高於注塑模具(jù)熱流道,則體(tǐ)係部件(jiàn)的軸向熱脹大將約(yuē)束(shù)注塑模具熱(rè)流(liú)道板的橫向熱脹大,導致熱流道板的變形和 熔體走漏。2、注射溫度未到達規定的操作溫度。 體係加熱後,支撐環,熱流道板(bǎn)和澆口噴嘴沿軸(zhóu)向(xiàng)脹大,支撐(chēng)環壓在固定板上,熱(rè)流道板與噴(pēn)嘴之間發生一定的熱壓。 假如在特定溫度下進行注射,則由熱脹(zhàng)大發生的熱壓不足以抵消熔體壓力,這將使噴嘴與熱流道板別離(lí)並導致熔體走漏。
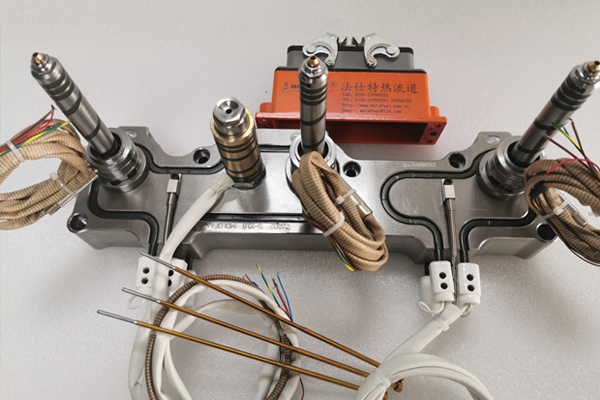
注塑模具熱流道是(shì)一種對燃料油(yóu)預先加(jiā)熱或二(èr)次(cì)加熱的節能設備及塑料消(xiāo)融流(liú)道恒溫加熱,它安裝在焚(fén)燒設備之前,實現對燃料油在焚燒前的加溫,使其在高溫(105℃-150℃)下達到降低燃料油(yóu)的(de)粘稠度,促進充分(fèn)霧化焚燒等效果,最終達到節約能源的目的。原理是較厚的金屬處於交變(biàn)磁場中時,會(huì)因為電磁感應現象而發生電流。而較厚的金屬其注塑模具熱流道發生電流後,電流會在金屬內部構成螺旋形的活動道(dào)路,這(zhè)樣因為電流活動而(ér)發生(shēng)的熱量就都(dōu)被金屬本身吸收了,會導致金屬很(hěn)快升溫。

道廠家批(pī)發,深圳熱流道廠家批發")
