
服務熱線:
138-2378-9927
服務熱線:
138-2378-9927

鄺先生:13823789927
電 話 :0755-27090593
傳 真 :0755-27090592
郵 箱 :moldfast@126.com
網 址:www.okay-valve.com
地 址 :深圳市寶安區燕羅街(jiē)道朝陽 路北方永發科技園(yuán)3棟3樓
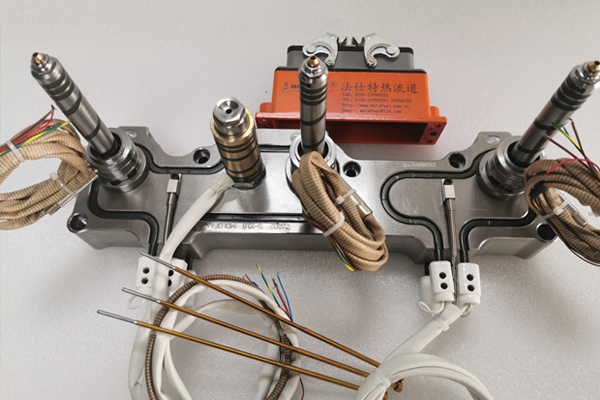
熱流道係統特點1)本溫控器設置有超壓維護(hù),若將本表誤接入380VAC電源,或工廠電壓不穩定時會自熱流道係統動堵截電源,以維護電子元器件不被燒毀。2)采用PID操控技能,能精確地把溫(wēn)度(dù)操控(kòng)在±0.5℃之內。3)輸出電流15A、適用電壓85V~250V、周率(lǜ)50HZ/60HZ、輸出功率:3600W(適用額定電熱流道壓為240V的(de)區域);1650W(適用額定電壓為110V的區(qū)域)。4)傳感器可通過設置選擇為J型或K型或(huò)E型熱電(diàn)偶。5) 可由按鍵切換至(zhì)手動(dòng)模式設定功率(lǜ)輸出百分比(%)。

製品功能,冷流道會對熔融樹脂帶來很大的剪(jiǎn)切,這將引起充模不均或許充模壓力過高。充模不均可對製品造成一些不利的影響,包含下降製(zhì)品的強度、鉸接(jiē)功能及(jí)澆口質量。而較高的(de)壓力則會導致模芯更容易發(fā)生(shēng)偏移,然後引起製品壁厚或許重量發生改動,最終導致製品的下流操作失敗以及產品不合格。此外(wài),較(jiào)高的充(chōng)模(mó)壓力(lì)還會(huì)對注(zhù)塑(sù)機(jī)造成更大的磨損,然後提高(gāo)了熱流道係統機器保護本錢及機器的能耗。因此,如何在熱流道係統和冷流道之間(jiān)做出挑(tiāo)選,則是一個好(hǎo)不容易(yì)的問題。

熱流道(dào)係統成型零件是指構成製品形狀的(de)各種零件,包(bāo)含動模、定模和型腔、型芯(xīn)、成型杆以及排(pái)氣口等(děng)。成型部件由型芯和(hé)凹模組成。熱流道係統型芯構成製品的內外表,凹模構成製品的外外表形狀。合模後型芯和型(xíng)腔便構成了模具的型腔。按工藝和(hé)製作要求,有時型芯和凹模由若幹拚(pīn)塊組合而成,有時做成(chéng)全體,僅在易損壞、難加工的部位采用(yòng)鑲件(jiàn)。為確保塑料製品外表的光亮美觀和簡單脫模(mó),凡與塑料觸(chù)摸的外表(biǎo),其粗(cū)糙度Ra>0.32um,並(bìng)且要耐腐蝕。成型零件一般都經過熱處理來提高硬度,並選用耐(nài)腐蝕的鋼材製作。

1.主要(yào)原因,溫(wēn)度操控不妥(tuǒ);熱流道係統或澆口尺度過小引起較大剪切生熱;流道(dào)內的死點導致滯熱流道留料受(shòu)熱時間過長。2.解決對策(1)修正澆口尺度。應盡量防止流道死點,在答(dá)應(yīng)範圍內適當熱流道增大澆口直徑,防止過甚的剪切生熱。(2)溫度的精(jīng)確操控。為了能(néng)精確迅速地測定溫度波動,要使熱電偶(ǒu)熱流道係統測溫頭可靠地(dì)觸摸流道板或噴嘴壁(bì),並使(shǐ)其坐落每個獨立溫控區的中心方位,頭部(bù)感溫點與流道壁間隔(gé)應不大於10mm為宜,應盡量使加熱元件在流道兩側均布。
138-2378-9927
流道廠家批發") |
| 手機站 |

