
服務(wù)熱線:
138-2378-9927
服務(wù)熱線:
138-2378-9927

鄺先生:13823789927
電 話 :0755-27090593
傳 真 :0755-27090592
郵 箱 :moldfast@126.com
網 址:www.okay-valve.com
地 址 :深圳(zhèn)市寶安區燕羅街道朝陽 路北方永發科技園3棟3樓

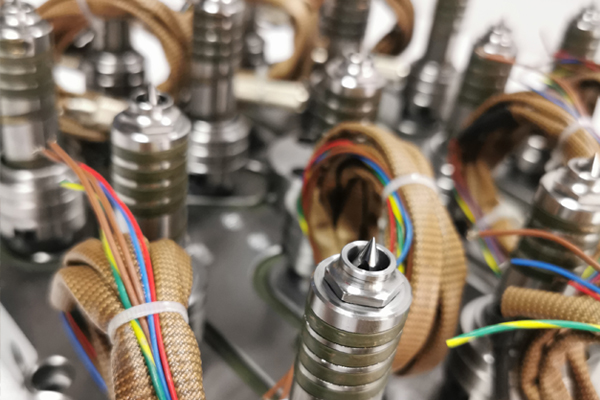
矽膠冷(lěng)流道閥針嘴日(rì)常保護:1、再次出產時,設置噴嘴溫度(dù)至高於材料成型溫(wēn)度或熔融溫度10攝氏度左右,檢(jiǎn)查矽膠(jiāo)冷流道體係的運行狀況,再根據正確的(de)次序開機操作。2、在批量出產完成後,鏟除模具和噴嘴上一切不必要的質(zhì)料和其它雜暖流道物。3、鏟除一切的水分和(hé)油汙,塗上防腐劑以防生鏽。4、把模具安放在枯燥(zào)、通風的當地。5、如果模具(jù)被長期閑置,要(yào)采取措施避免加熱器受潮。正確運用和保護針閥暖流道閥(fá)針不僅能更好的使其發(fā)揮作用,而且運用壽命還能大大延伸。

舉個例子:對於一個60mm厚的分流板和一個40mm 的熱(rè)嘴組件,當溫度升高到230℃的(de)操作溫度矽膠冷流道後,通常會脹大0.26mm。如果沒有冷間隙,熱脹大往往會造成熱嘴的邊緣損壞。所以,出現矽膠(jiāo)冷流(liú)道漏料的一個重要原因便是熱流道,:在冷卻(què)條件下沒有(yǒu)有效的密封。其次(cì),大都情況下(xià),為了保證體係的密封(熱嘴和分流板),暖流道,必須將體係加(jiā)熱到操作溫度,以使其發生的力足以抵消(xiāo)注塑壓力,然後防止注塑壓力將兩(liǎng)個部件頂開。在這種情況下,缺乏(fá)經驗的操作者往往不(bú)會(huì)等待體係達到(dào)操作溫度。
盡管(guǎn)矽膠冷流(liú)道是注塑模具的組(zǔ)成部分,可是它的使命和作用與模具自身完全不同(tóng)。暖流道(dào)自身是(shì)一個完好獨立的體(tǐ)係單元,它(tā)需求高精度的裝置、銜接和操作。正因為這樣的原因,現代先進的矽膠冷流道(dào)體係正越來越多地經製造廠家(jiā)經充沛(pèi)裝置調試結(jié)束後以熱半模的方式提供(gòng)給客戶。這種方法能避(bì)免用戶自行進(jìn)行體係裝置時發(fā)作(zuò)過錯、簡化體係銜接、減少在模具上裝置體係所需求的時刻。現在熱流道技術在注塑成型領域中正扮演著一(yī)個日漸重要的角色。

矽膠冷流道體係中的注塑壓力丟失不容忽視。許多矽膠冷流道模具用戶有一種誤解:位於暖流道裏的塑料溶體始終是(shì)熱的,所以(yǐ)熱流道的注塑壓力丟失比冷流道要小許多。注塑壓力問題剖析客戶(hù)可能關於熱流道(dào)體係的使用時(shí)不是很細致,其(qí)實(shí)不然,為習慣熱流道(dào)結構設計(jì)的需求,溶體在熱流道體係裏的流動間隔會大大添加,因此熱流道體係中的注(zhù)塑壓力丟失也不可小窺。在實際(jì)應用中,由於熱流(liú)道體係中注塑壓力丟失(shī)過大,形成注塑成型困難(nán)的狀況是許多的。

道廠家批發,深圳熱流道廠家批發")
