
服務熱線(xiàn):
138-2378-9927
服務熱線(xiàn):
138-2378-9927

鄺先生:13823789927
電 話 :0755-27090593
傳 真 :0755-27090592
郵 箱 :moldfast@126.com
網 址:www.okay-valve.com
地 址 :深圳市寶安區燕羅街道朝陽 路北方永發科(kē)技園3棟3樓(lóu)
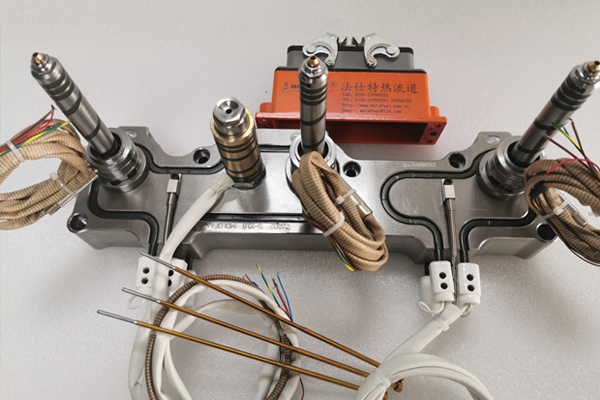
大水口開放式熱流道定製係統中塑料溶(róng)體有利於壓力傳遞,流道中的(de)壓力損失較小(xiǎo),可大(dà)起伏下降注塑壓力和鎖模力,減小了注射和保(bǎo)壓時刻,在(zài)較(jiào)小的(de)注塑機上更容易成型長流程的大(dà)尺寸塑性,可選擇較小的注塑機削減注塑機的費用(yòng),強化了注塑機(jī)的功能,改進了注塑工藝。大水口暖流道與雙分型麵(miàn)的三板模比較,大水口熱流道係統內的塑料溶體溫度不易(yì)下降,保持恒(héng)濕,不需要像(xiàng)冷(lěng)流道模具,以進步注射溫度來補償塑料溶體(tǐ)溫度的下(xià)降(jiàng),所以開放式熱流道(dào)內(nèi)的塑料溶體更易(yì)流動。
保證開放式熱流道模具能夠(gòu)主動操作的設備,首選是機器人或簡潔可控的機械手,比方:產品需要安放嵌件、標簽或薄片比及模具(jù)中。脫出塑料件 或加快它(tā)們頂出(chū)。操控塑料件的移動和(hé)減少發動時(shí)刻附件。減少上模具的時(shí)刻,減 少冷卻水管、氣路、電路和開放式熱流道溫控箱等的(de)聯接時刻。使用暖(nuǎn)流道的過程中(zhōng)呈現粘膠的情況分析,如果是舊模具(jù),那有可能是暖流(liú)道發熱管壞了,找電工處理(lǐ)。如果這些都排除了,那就是(shì)內(nèi)部入水口太小了,射膠壓力過剩導致。模具上隻有這些。

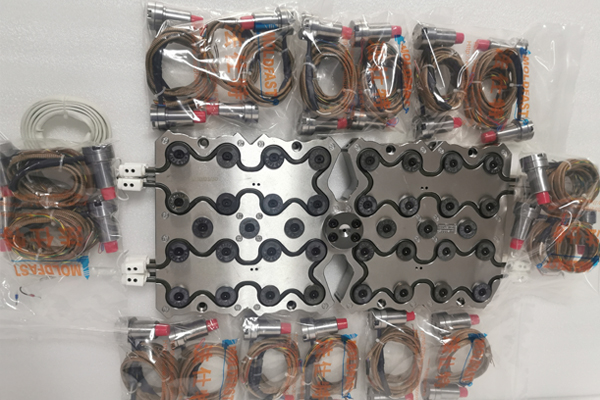
在(zài)理想的情況下,流道選用對稱方法規劃,所有下(xià)行流(liú)道的流道長度都是共同(tóng)的。在選用多型腔模具(jù)或非對稱式模具的情況下,流道的長度及轉(zhuǎn)彎點按流道平衡的(de)概念(niàn)具體規劃,可確保良好的流道分(fèn)布。根本的特征類型有一(yī)模2腔、一模3腔、4腔H型、4腔(qiāng)X型等流道類型。組合為6腔、8腔、12腔(qiāng)、16開放式熱流道腔、24腔(qiāng)模等(děng)等(děng)。分流板內流道用於確保讓熔融的液體能(néng)夠以有用的方法進行安置。注塑模具使用開放式熱流道一個重要的過程是熱流道(dào)的規劃。

開放式熱流道加熱器組成部分,加熱棒由特殊生產工藝和優質(zhì)的(de)資料(liào)製成,經久耐用,保證了在嚴密開放式熱流(liú)道空間內(nèi)的高效運轉,即便在加熱外套溫度達700攝氏度(dù)時也(yě)可正常運轉。依照公製(zhì)和國際(jì)規範製造,一切型號都以VDE0721質檢要求(qiú)為規範,可以滿(mǎn)意大部分機器,工廠等使用加熱元件的需求,電熱管有必要通過高溫熱處(chù)理(lǐ)以消除鋼的機(jī)械張力,才幹(gàn)較容易(yì)對電熱管進行曲折,加工成型後的加熱條能手動的彎入流道槽,形狀有多種(zhǒng):有加熱棒、加熱(rè)圈、螺旋式加熱器(加熱盤條)等。

開放式熱流道是一種對燃料油預先加熱或二次加熱的節能設備及塑料消融流道恒溫(wēn)加(jiā)熱,它安裝在焚燒設備之(zhī)前,實現對燃料油在焚燒前(qián)的加溫,使其在(zài)高溫(105℃-150℃)下達到降低燃料油的粘稠度,促進(jìn)充分霧化焚燒等效果,最終(zhōng)達(dá)到節約能源的目的。原理是較厚的金屬處於交變磁(cí)場中時,會因為電磁感應現象而發生(shēng)電流。而較厚(hòu)的金屬(shǔ)其開放式熱(rè)流道(dào)發生電流後,電流會(huì)在金屬內部構成螺旋形的活動道路,這(zhè)樣因為電流活動而發生的熱量就都被金屬本身吸收了,會導致金屬很快(kuài)升溫。

開放式熱流(liú)道體係被不少人購買和認可,是因為對(duì)比於針(zhēn)閥式開放式熱流道體係來說要實惠些,而且(qiě)結構(gòu)簡(jiǎn)潔,安裝方便,對於那些對產品外觀(guān)要求不高的產(chǎn)品的企業來說就是(shì)很好的挑選。不(bú)過,開放式熱流(liú)道體係在拉絲方麵就比針閥式暖流道體係要多些了(le),運用開放式熱流道(dào)體係(xì)時呈現拉絲的(de)情況相對來說就(jiù)比較常見,原因主要是塑件在冷卻時,是由澆口周邊皮層先固化,如果澆口區域固化不完全時(澆口區域溫度的不斷輸入),這時開模澆口(kǒu)區域的(de)塑料被拉出構成拉絲(sī)現象。

廠家(jiā)批發(fā),深圳熱(rè)流道廠家批發")
