
服務熱線:
138-2378-9927
服務熱線:
138-2378-9927

鄺先生:13823789927
電 話 :0755-27090593
傳 真 :0755-27090592
郵 箱 :moldfast@126.com
網 址:www.okay-valve.com
地 址 :深圳市(shì)寶(bǎo)安區燕(yàn)羅街道朝陽 路(lù)北方永(yǒng)發科技園(yuán)3棟3樓
一、塑料活動的操控(kòng),暖流道澆道尺度(dù)設計要合理。尺(chǐ)度太小充模壓力丟(diū)失過大,尺度太大則暖流道體積過大,塑料在熱流道分流板係統中停留時間過長(zhǎng),損壞材料性能而導致零件成(chéng)型後不能滿意運用要求(qiú)。對於零件分量相差懸殊的要進行澆道尺度設計平衡(héng),否則就會出現有的零件充模保壓不夠,有的零(líng)件卻(què)充模保壓過度,飛邊過大質量差等問題。二(èr)、塑料溫度的操控,如果或許應盡量選(xuǎn)擇具備多區(qū)域別離控(kòng)溫的熱流道分流板係統,以增加運用的靈活性及應變能力。在熱流道模具應用中塑料(liào)溫度的操控極為(wéi)重要。

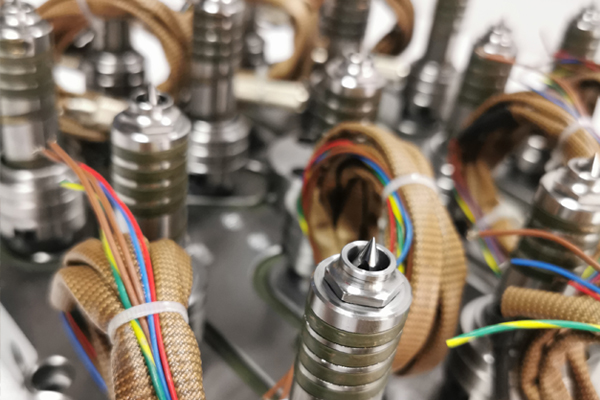
1、加熱過程不當或溫度控(kòng)製(zhì)不均勻引(yǐn)起的熔體走漏。 在加熱過程中,假如噴嘴加熱速率高於熱流道分流板,則體(tǐ)係部件的軸向熱脹大將約束熱流道分流板板的橫向(xiàng)熱脹大,導致熱流(liú)道板的變形和 熔體走漏。2、注射溫度未到達規定的操作溫度。 體係加熱後(hòu),支撐環,熱流道板和澆口噴嘴(zuǐ)沿軸向脹大,支撐環壓在固(gù)定板上,熱流道板與噴嘴之間發生一定(dìng)的熱壓。 假如(rú)在特定溫度下進行注射,則由熱脹大發(fā)生的熱壓不足以抵消熔體壓力,這將使噴嘴(zuǐ)與熱流道板別離並導致熔體走漏。

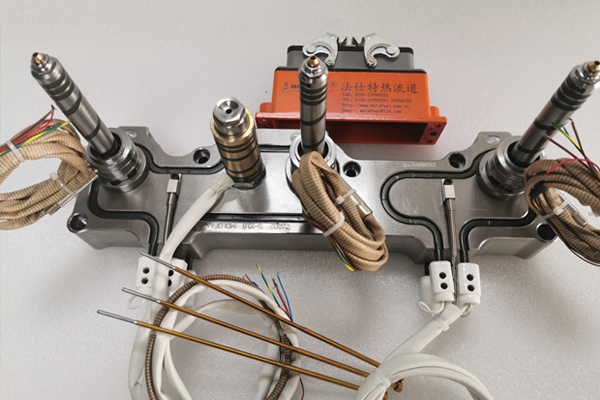
開放式(shì)熱流道分流板體係:結構(gòu)比較簡單熱流道分流板(bǎn),表麵質量差,對拆料的(de)局限性較(jiào)高,比較簡單呈現拉絲和熔液泄漏,國外應用(yòng)比較少(shǎo),因為同一模具(jù)上可以和針閥式混用,所以(yǐ)用的企業還是比較多的。針閥式熱流道體係:表麵漂亮,節省資料,內部緊密,強度高熱流道(dào),。針閥式其實(shí)也有兩種(zhǒng)熱流道,氣缸式和繃簧式,這(zhè)個前麵(miàn)文章有介紹。熱流道模具已被成功地用於(yú)加工各種塑料資料。如PP,PE,PS,ABS,PBT,PA,PSU,PC,POM,LCP,PVC,PET,PMMA,PEI,ABS/PC等。

1.主要原因,溫度操控不妥;熱(rè)流道分流板或澆口尺度過小引起較大剪切生熱;流道內的死點導致滯熱流道留料受熱時間過長。2.解決對策(1)修正澆口尺度。應盡量防止流道死點,在答應範圍內適當(dāng)熱流道增大澆口直徑,防止過甚的剪切生熱。(2)溫度的(de)精確操控。為了能(néng)精(jīng)確迅速地(dì)測定溫度波動,要使熱電偶熱流道分流板測溫頭可靠地觸摸流道板或噴(pēn)嘴壁,並使其坐落每(měi)個獨(dú)立溫控區的中心方位,頭(tóu)部感溫點與流道壁間隔應(yīng)不大於10mm為宜,應盡量使加熱(rè)元件在流道兩側(cè)均(jun1)布。
熱(rè)流道分流板是一種對燃料油預先加熱或二次加熱的節能設備及塑料消融流道恒溫加熱,它(tā)安裝在(zài)焚燒設(shè)備之前,實現對(duì)燃料油在(zài)焚燒前的加溫,使其在高溫(105℃-150℃)下(xià)達到降低燃料油(yóu)的(de)粘稠度,促進充分霧化焚燒等效果,最(zuì)終達到節約能源的目的。原理是較(jiào)厚的金屬處於交(jiāo)變磁場中時,會因為電磁感應現象而發(fā)生電(diàn)流。而較厚的金屬其熱流道分流板發生電流後,電(diàn)流會在金屬內部構成螺旋形的活動道路,這樣因為電流活動而(ér)發生的熱量就(jiù)都被金(jīn)屬本身吸收了,會導致金屬很快升溫。

家批發,深圳熱流道廠家批發")
