
服務熱線:
138-2378-9927
服務熱線:
138-2378-9927

鄺先生:13823789927
電 話(huà) :0755-27090593
傳 真 :0755-27090592
郵(yóu) 箱 :moldfast@126.com
網 址:www.okay-valve.com
地 址 :深圳市寶安區燕羅街道朝陽 路北(běi)方永發(fā)科技園3棟3樓
什(shí)麽是熱流(liú)道配件體(tǐ)係呢,熱流(liú)道配件(jiàn)體係操作都有哪些注意事項呢。塑膠注塑模(mó)具中為了促進塑膠熔(róng)體在型腔(qiāng)中的(de)流(liú)動,把主流道和分流道用適當的方法加熱,使塑膠一直保持(chí)熔融狀況,完成連續注塑的結(jié)構就是暖流道體(tǐ)係。暖流道體係的優缺點長處節約質料,削減注塑週(zhōu)期,進步生產功率(lǜ)原材(cái)料百分百產品化,減二(èr)次料引起的(de)不(bú)良進步產品品質(壓力,產品的內應力下降)延長模(mó)具壽數不需求預留(liú)流道位,削減模具尺寸.容易(yì)定澆口位缺點(diǎn)模具成本上升保(bǎo)護保修需求專業人員模具設計要充分查驗

熱流道配件針對以Cr12MoV為材質的零件,在粗加工後進行(háng)淬火處理,淬火後工件存(cún)在很大的存留應力,容易導致精加工或(huò)工作中開裂,零件淬火(huǒ)後應趁熱回火,消除淬火應力(lì)。淬火溫度控製在900-1020℃,然後冷卻至200-220℃出爐空冷,隨後敏(mǐn)捷(jié)回爐220℃回火,這種方法稱為一次硬化工藝,可以獲得較高的(de)強度及耐(nài)磨性,關(guān)於以磨損為(wéi)主要失效方式的模具作用較好。中遇到一些拐角較多、形狀複雜的工件,回火還(hái)不足以消除淬火應力,熱流道(dào)配件(jiàn)精加工前還需進行去應力退火(huǒ)或屢次時效處理,充分開釋應力。

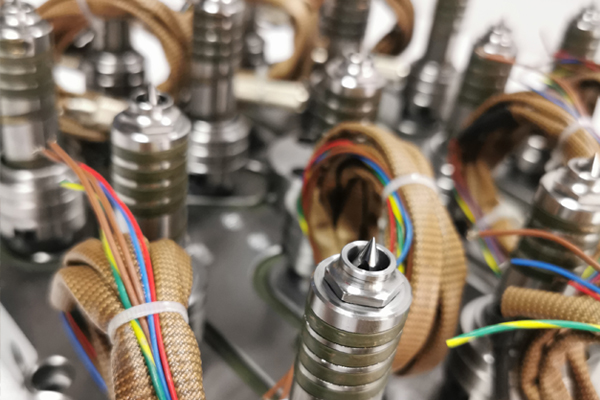
在當今日(rì)益先進的技能,智能溫度操控係(xì)統集成技能現已從前期出生,現在逐漸涉及到許多職業,從室內室(shì)內地熱,空間恒溫(wēn),小如顯卡,主板,CPU、電(diàn)源可(kě)以看到“智能溫度操控技能,智能溫度操控範疇的一個(gè)立異散熱,智能溫度操控的新技能現已從(cóng)各(gè)個製造商,如熱(rè)尖式噴嘴中的澆道截(jié)麵直徑可由4毫米(mǐ)到16毫米不等(děng),熱流道配件噴嘴也隨之做(zuò)成巨細不同的係類。噴嘴澆口鑲件也有許多變體,以(yǐ)滿意不同的運用要(yào)求,所以一般供(gòng)貨商的熱流道配件係類(lèi)越豐富越好。
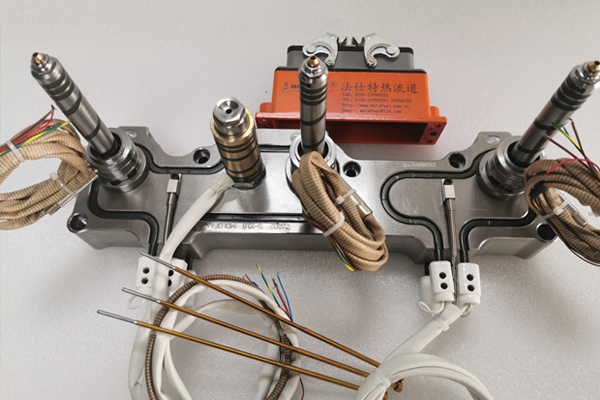
熱流道配件(jiàn)體係被不少人購買和認可,是因為對(duì)比於針(zhēn)閥式熱流道配件體(tǐ)係(xì)來說要實惠些,而且結構簡潔,安(ān)裝方便,對於那些對產(chǎn)品外觀(guān)要求不高(gāo)的產品的企業來說就是很好的挑選。不過,開放式熱(rè)流道體係在拉絲方麵就比針閥式暖流道體係要多些了,運用開放式熱流道體係時呈現拉絲的情況相對來說就比較常見,原因主要是塑件在冷卻(què)時,是由澆口周(zhōu)邊皮層先固化,如果澆口區域固化不完全時(澆口區域溫(wēn)度的不斷輸入),這時開模澆口區域(yù)的塑料被拉出(chū)構成拉絲現象。

在打針機料筒裏和(hé)暖流道的流道中,固化或(huò)半固化的塑料與金屬表麵之間有很強的粘著現象,甚至使氮化層別離。打針機的螺杆和開關式噴嘴的柱銷有表麵氮化層。在完畢暖流道打(dǎ)針模生(shēng)產前,對於高溫塑料和熱敏性塑料(liào),必須進行換料(liào)清洗。熱流道配件打針模生產完(wán)畢(bì)後,采用相似打針機的關機步(bù)驟(zhòu)操作,還必須做到如(rú)下操作:1、關掉熱流道配(pèi)件的加(jiā)熱器。2、再關掉模具的冷卻體係。對加熱的暖流道體係,要(yào)在(zài)溫度下降到 80 ℃今後(hòu),才能關掉模(mó)具的冷卻體係。

流道廠家批發")
