
服務熱線:
138-2378-9927
歡迎來到深圳市法仕特熱流道有限公司官方網站!
服務熱線:
138-2378-9927

鄺先生:13823789927
電 話 :0755-27090593
傳 真 :0755-27090592
郵(yóu) 箱 :moldfast@126.com
網 址:www.okay-valve.com
地 址 :深圳市寶安區燕羅街道(dào)朝陽 路北方永發科技園3棟3樓

針閥熱流道體係中的注塑(sù)壓力丟失不容忽視。許多針閥熱流道模具用戶(hù)有一種誤解:位於暖流道裏的塑(sù)料溶體始終是熱的,所以熱流道的注塑壓力丟失比冷流(liú)道要小許多。注塑壓力問題(tí)剖析客戶可能關於熱流道體係的使用時不是很細致,其實不然,為習慣熱流道結構設計的需求,溶體在熱流道體係裏的流動間隔會大大添加,因此熱(rè)流道體係中的注塑壓力丟失也不(bú)可小窺。在實際應用中,由於熱流(liú)道體係(xì)中注塑壓力丟失過大,形成注塑成型困(kùn)難的狀況是許多的。
針閥熱流道體係FEA的根本過程,正如前麵指出的,進行針閥熱流道體係的FEA剖析熱流道與使用熱流道(dào)old flow進行注塑件的仿真類(lèi)似。差異在於在熱流道體係的FEA是模(mó)擬流道體係中的活(huó)動而不是塑料件(jiàn)的活動。首先,熱流道(dào)體係的(de)初始化規劃是必需的。規劃要清晰表(biǎo)示出熱流道所需的(de)點(diǎn)數,模具上注嘴的大致方(fāng)位和零件大概的重量。無論使用何種FEA軟件,CAE模型應(yīng)該要能表示(shì)出熱半模的規劃。流道的長度和間隔能夠在(zài)以後通過初步剖析再進行調整。
大水口針閥熱流道定製係(xì)統中塑料溶體有利於壓力傳遞,流道中的壓力損失較小,可大起伏下降注塑壓力和鎖模力,減小了注射和保壓(yā)時刻,在較小的(de)注塑機上更容易成(chéng)型長流(liú)程的大(dà)尺寸塑性,可選擇較小的注塑機削(xuē)減注塑機的費用,強化了注塑機的功(gōng)能,改進了注塑工藝。大水口暖流道與雙分型麵的三板模比較,大水口熱流道(dào)係(xì)統內的(de)塑料溶體溫度不易下降,保(bǎo)持恒濕,不需要像冷流道模具,以進步注射溫度來補償塑料溶體溫度的下降,所以針(zhēn)閥熱流道內的塑料溶體更易流動。

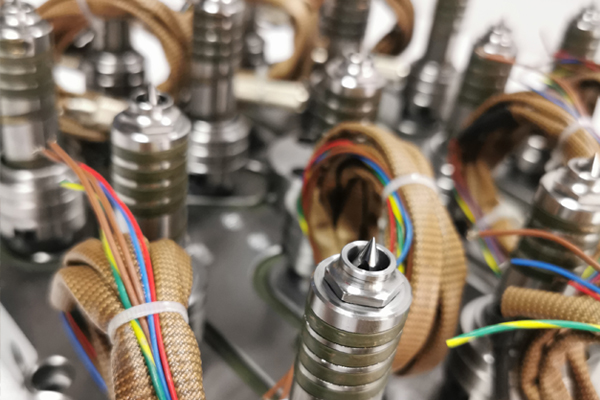
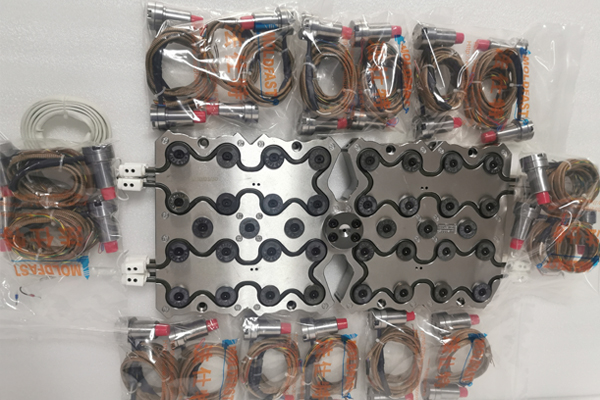
盡管(guǎn)針閥熱流道是注(zhù)塑模具的組成部分,可是它的使命和(hé)作(zuò)用與模具自身完全(quán)不同。暖流道自身是一個(gè)完好獨立的體係單元,它需求高(gāo)精度的裝置、銜接(jiē)和操作。正因為這樣的原因,現代先進的針閥(fá)熱流道體係正越來越多地經製造廠家經充沛裝置調試結束後以熱半模的方式提供給客戶。這種方法(fǎ)能避免(miǎn)用戶自行(háng)進行體係裝置時發作過錯、簡化體(tǐ)係銜接、減少在模具上裝置體係所需求的時刻(kè)。現在(zài)熱流道(dào)技術在注塑成型(xíng)領域中正扮演著一個(gè)日漸重要的角色。

模具工銜(xián)接模具的動模、定模和熱(rè)半模冷卻水路(lù),如(rú)對動模、定模兩邊模溫(wēn)要求不同,則有必(bì)要銜接獨自的回圈(quān)水路;如對產品外觀質量要求高的,建議最好將動、定模兩邊(biān)的(de)模(mó)溫獨自銜接:如熱半模側暖流道加熱發生的熱量較(jiào)多時,可把其冷卻水路(lù)獨自銜接;如熱半模側針閥熱流道加熱(rè)發生的熱(rè)量被(bèi)範本吸收或傳遞流失較(jiào)多,可接合適(shì)溫度的模溫(wēn)水以補償熱量損失。針(zhēn)閥熱流(liú)道與溫控(kòng)器(qì)之間的加熱電纜線銜接,應按照插頭的標誌正確銜接,並把插頭鎖(suǒ)扣扣(kòu)好以(yǐ)防鬆動。

流道(dào)廠家批發,深圳熱流(liú)道廠家批(pī)發")
