
服務熱線:
138-2378-9927
歡迎來到深圳市法仕特熱(rè)流(liú)道有(yǒu)限公司官方網站!
服務熱線:
138-2378-9927

鄺(kuàng)先生:13823789927
電 話 :0755-27090593
傳 真 :0755-27090592
郵(yóu) 箱 :moldfast@126.com
網 址:www.okay-valve.com
地 址 :深圳市寶安(ān)區燕羅街道朝陽 路(lù)北(běi)方(fāng)永發科技園3棟3樓

針閥熱流道係統體係FEA的根本過程,正如前麵指出的,進行針閥熱流道(dào)係統體係的FEA剖(pōu)析熱流道與使(shǐ)用熱流道old flow進行注塑件的仿真類似。差異在於在熱流道體係的FEA是模擬流道體係中的活動而不是塑料件的活動。首先,熱流道體係的初(chū)始化規劃是必需的。規劃要清晰表示出熱流道所需的點數,模具上注嘴的大致方位(wèi)和零件大概的(de)重量。無(wú)論使用(yòng)何種FEA軟(ruǎn)件,CAE模型應該要能表示出熱半模的規劃。流道的長度和間隔能夠在以後通過初步剖析再進行調整。
舉個例子:對於一個60mm厚的(de)分流板和一個40mm 的熱嘴組(zǔ)件,當溫度升高到230℃的操作溫度針閥熱流(liú)道係統後,通常會脹大0.26mm。如(rú)果沒有冷(lěng)間隙,熱脹大往往會造成熱嘴的邊緣損壞。所以,出現針閥熱流道(dào)係統漏料的一個重(chóng)要原因便是熱(rè)流道,:在冷卻條件下沒有有效的(de)密封。其次,大都(dōu)情況(kuàng)下,為了(le)保證體係的密封(熱嘴和(hé)分流板(bǎn)),暖流道,必須(xū)將體係加(jiā)熱到操作溫度,以使其發生的力足以抵消注塑壓力,然後防止注(zhù)塑(sù)壓力(lì)將兩個部件頂開。在這種情況下,缺乏經驗的操(cāo)作者往往不會等待體係達到操作溫度(dù)。
好處1、出產自動化消除後續工序,有利(lì)於出產自動化。製件(jiàn)經針閥(fá)熱流道係統(tǒng)模具(jù)成型後即為成品,無需(xū)修(xiū)剪澆口及收回加工冷澆道等工(gōng)序。有利於出產自動(dòng)化。國外很多產品出產廠家均將針閥熱流道係(xì)統與自動化結合起來以大幅度地進(jìn)步(bù)出產功(gōng)率(lǜ)。許多先進的塑料成型工藝是在(zài)熱流(liú)道技術基礎上發展起來的。如PET預成型製造,在模具中多色共注,多種材料共注工(gōng)藝等。好處(chù)2、縮短(duǎn)周期3、模具圖片,在熱流道模具中因沒有冷澆(jiāo)道,所以無出產(chǎn)費料。這對於塑料價格貴的使用項目含義特別重大。

在注塑加工中,針閥熱流(liú)道係統與模具配合運用,並扮演著非(fēi)常重要的角色。例如,在超薄件的注塑出產中(如(rú)手機電池蓋),經過運(yùn)用針閥熱流道係統能夠很輕鬆地(dì)出(chū)產出高精度、高質量的產品;關於流動性差的注塑質料(如LCP),經過運用熱流道能顯著改進質料的流動(dòng)性,確保注塑出產順利進行;關於一些大型注塑件,如熱流道汽車的保險杠和門板、電視機後殼、空調在多型腔的模具注塑中(zhōng),缺乏熱流道(dào)根本就無法成型。可(kě)以說,熱流道是確保流道平衡的最好技能。

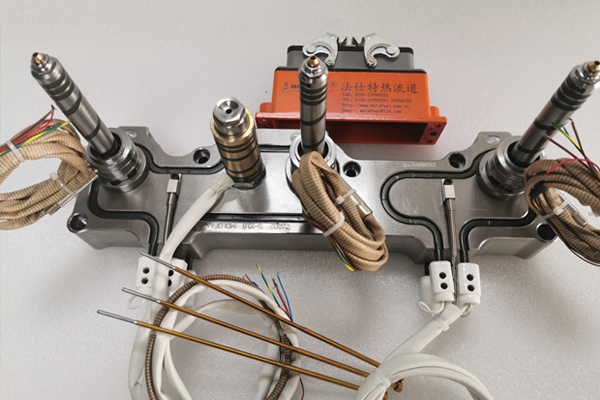
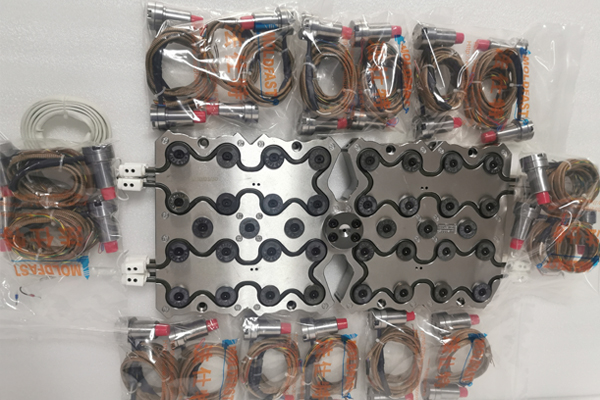
一。針閥熱(rè)流道係統體係塑料模具作業原理。單針閥熱流道係統體(tǐ)係主要由單噴嘴、噴嘴頭、噴嘴銜接板、溫控箱體係等組成。單端熱流道體(tǐ)係塑料模具結構簡略。熔融的塑料被打針(zhēn)成型機打針到噴嘴(zuǐ)的銜(xián)接板中。噴嘴到達噴嘴頭(tóu)後,注入腔。二.閥門橡膠口熱(rè)流道體係塑(sù)料模具作業原理。閥門橡膠口熱流道體係的塑料模具結構最(zuì)為複雜,其結構與一般多頭熱流道體係的塑(sù)料模具結構相同。別的,增加了一套閥(fá)針傳動裝置,控製閥針(zhēn)的啟閉運動。傳動裝置相當於液壓缸。

流道廠家批發,深(shēn)圳熱流道廠家批發(fā)")
