
服務熱線:
138-2378-9927
歡迎來(lái)到深圳市法仕特(tè)熱流道有限公司官方網(wǎng)站!
服務熱線:
138-2378-9927

鄺先生:13823789927
電 話 :0755-27090593
傳 真(zhēn) :0755-27090592
郵 箱 :moldfast@126.com
網 址:www.okay-valve.com
地 址 :深(shēn)圳市寶(bǎo)安區燕羅街道朝陽 路北方永發科技園(yuán)3棟3樓

熱流道設計體(tǐ)係中的注塑壓力丟失不容忽視。許多熱(rè)流道設計模具用戶有一種誤解:位於(yú)暖流道裏的塑料溶體始終是熱的,所以熱流道的注塑壓力丟失比冷流道要小許多。注塑壓力問題剖析客戶可能關於熱流道體係的使(shǐ)用時不是很細致,其實不然,為(wéi)習(xí)慣熱流道結構設計的需(xū)求,溶體在熱流道體係裏的流動間隔會大大添加,因此熱流道體係(xì)中的注塑壓力丟失也不可小窺。在實(shí)際應用中,由於熱流道體係(xì)中注塑壓力丟失過大,形成注塑成型困難(nán)的狀況是許多的。
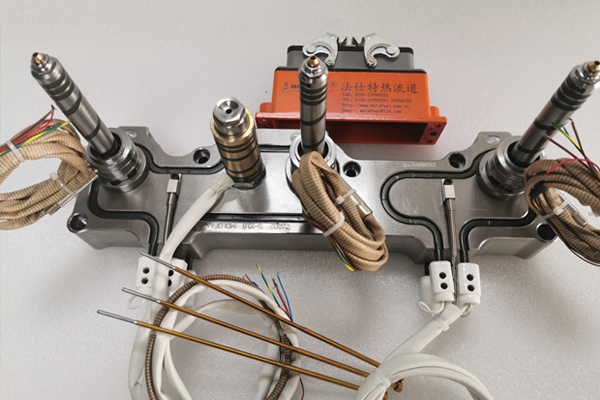
一。熱流道設計體係塑料模具作業原(yuán)理。單熱(rè)流道設計體(tǐ)係主要由單噴嘴、噴嘴頭、噴嘴銜接板、溫控箱體係等組成。單端熱流道體係塑料模具結(jié)構簡略。熔融的塑料被打針成型機打針到噴嘴的銜接板中(zhōng)。噴嘴到達噴嘴頭後,注入腔。二.閥門橡膠口熱流道體係塑料模具作業原(yuán)理。閥門橡膠口熱(rè)流道體係的塑料模具結構最為複雜,其結構與一(yī)般多頭熱流道體係的塑料模具結構相同。別的,增加了一套(tào)閥針(zhēn)傳動裝置,控製閥針(zhēn)的啟閉運動。傳動裝置相當於液壓缸(gāng)。

熱流道設計體係的長處許多,所以會被許多廠家選用,在這裏分享(xiǎng)熱流道設計體係的(de)長處或長處。一、成型周期:許多(duō)用熱流道模具出產的薄壁零件的(de)成型周期不到5秒。這是由於轉輪體(tǐ)係的冷卻時刻沒有約束,零件成型(xíng)固化後可以及時推出。二是節省塑料原資料:事實上,在世界上石油和塑料資料價格昂貴的時代,國際上首要的熱流道出(chū)產商發展迅(xùn)速(sù)。在純暖流道模具中由於沒有冷流道,所以沒有出產浪費。由於熱流道(dào)技術是下(xià)降資料成本的(de)有效途徑。

熱流道設(shè)計閥針嘴作業原理:1、澆口封閉——打針結束(shù)時,打針信(xìn)號消失,電磁閥斷電,氣缸改變進氣通道,使活塞帶動閥針向暖流道下運(yùn)動,然後封閉澆口,流道內的(de)熔體始終保持熔融狀況而不會發作溢料、流涎等現象(xiàng),型腔內熔體則逐漸冷卻固化,後得到所需的高品質製品。2、澆口開(kāi)啟——打針(zhēn)信號傳遞給(gěi)針閥嘴的電(diàn)磁(cí)閥,進而控製氣缸熱流道設計的進氣通道,使(shǐ)得氣(qì)缸的活塞帶動閥針向上運動,然後打(dǎ)開澆口,塑料熔體從注塑機(jī)噴嘴經主(zhǔ)體流道、熱嘴本(běn)體流道而注入型腔(qiāng)。

在熱流道設計智能集(jí)成溫度控製係統技能發展到今日,現已走過了很長(zhǎng)一段時間(jiān),技能上也日趨老(lǎo)練。但(dàn)是,熱流道(dào)設計智能溫度控製對初學者來說(shuō)仍是那麽陌生。初學者在安裝時常常留意每個組件的外觀和(hé)字麵意思。上(shàng)麵的結構忽略了溫度的重要因素。在當今日益先進的技能,智能(néng)溫度控製係統集成技能現已從早期出生,現在逐步涉及(jí)到許多行(háng)業,從室內室內地熱,空間恒溫,小如(rú)顯卡,主(zhǔ)板,CPU、電源能夠看到“智能溫度控製技(jì)能,智能溫度控製領域(yù)的一個創新散熱,智(zhì)能溫度控製的新技能現已從(cóng)各個製造商。

發,深圳(zhèn)熱流道廠家批發")
